 English
English

Vi tilbyr CNC bor med følgende egenskaper:
CNC-bor er verktøy designet for å lage nøyaktige hull i ulike materialer, inkludert metaller, kompositter, tre og murverk. Å analysere applikasjonen der boret skal brukes er avgjørende for å starte designprosessen effektivt. Dette betyr ikke bare å identifisere materialet du skal bore i, men også å vurdere avgjørende faktorer som ønsket størrelse på hullene og driftsforholdene – som optimal hastighet, matehastighet og bruk av kjølevæske. Analyserer og forskerindustri standarder og konkurransedyktige verktøy kan gi verdifull innsikt som bidrar til å sikre overlegen ytelse samtidig som du takler alle unike utfordringer du kan møte.
Hos Baucor bringer vi vår omfattende ekspertise for å hjelpe deg gjennom hele designprosessen. Teamets dype forståelse av materialegenskaper, borgeometri og etterbehandlingsalternativer sikrer at vi kan veilede deg i å velge riktig materiale, geometri og belegg for din applikasjon, overgå dine forventninger og levere overlegen ytelse.

Det første trinnet i å designe en CNC-bor er å undersøke og konseptualisere boret. Denne fasen sikrer at borets spesifikasjoner stemmer overens med material- og brukskravene, som innebærer:
Ved å bruke denne informasjonen utvikles et konseptuelt design for å tjene som tegningen for boringen. Dette trinnet innebærer tett samarbeid med kunder for å tilpasse funksjoner og sikre at verktøyet oppfyller deres unike driftskrav.
Det neste trinnet er å definere de viktigste geometriske egenskapene som bestemmer borets ytelse:

10. Belegg og overflatebehandlinger:
Belegg forbedrer spesifikt borytelsen ved å redusere friksjonen og forbedre slitestyrken. Alternativer som Titanium Nitride (TiN), Titanium Aluminium Nitride (TiAlN) eller Diamond-Like Carbon (DLC) er spesielt effektive for høyhastighets- og høytemperaturbearbeiding, forlenger verktøyets levetid og opprettholder presisjon.
11. Stabilitet og stivhet:Minimering av vibrasjoner og avbøyning under boring er avgjørende for å opprettholde nøyaktigheten og forlenge verktøyets levetid. En stabil og stiv design, som de som tilbys av Baucor, reduserer verktøyslitasje, gir renere kutt og sikrer kostnadseffektivitet ved å minimere vedlikehold og utskiftninger. Våre bor er utformet med stabilitet og stivhet, noe som sikrer at de yter konsekvent og pålitelig selv i krevende bruksområder.
Hos Baucor anerkjenner vi viktigheten av din rolle i designprosessen. Vi samarbeider med deg og gir ekspertveiledning om materialvalg, borgeometri og etterbehandlingsalternativer for å sikre at våre bor overgår forventningene dine.




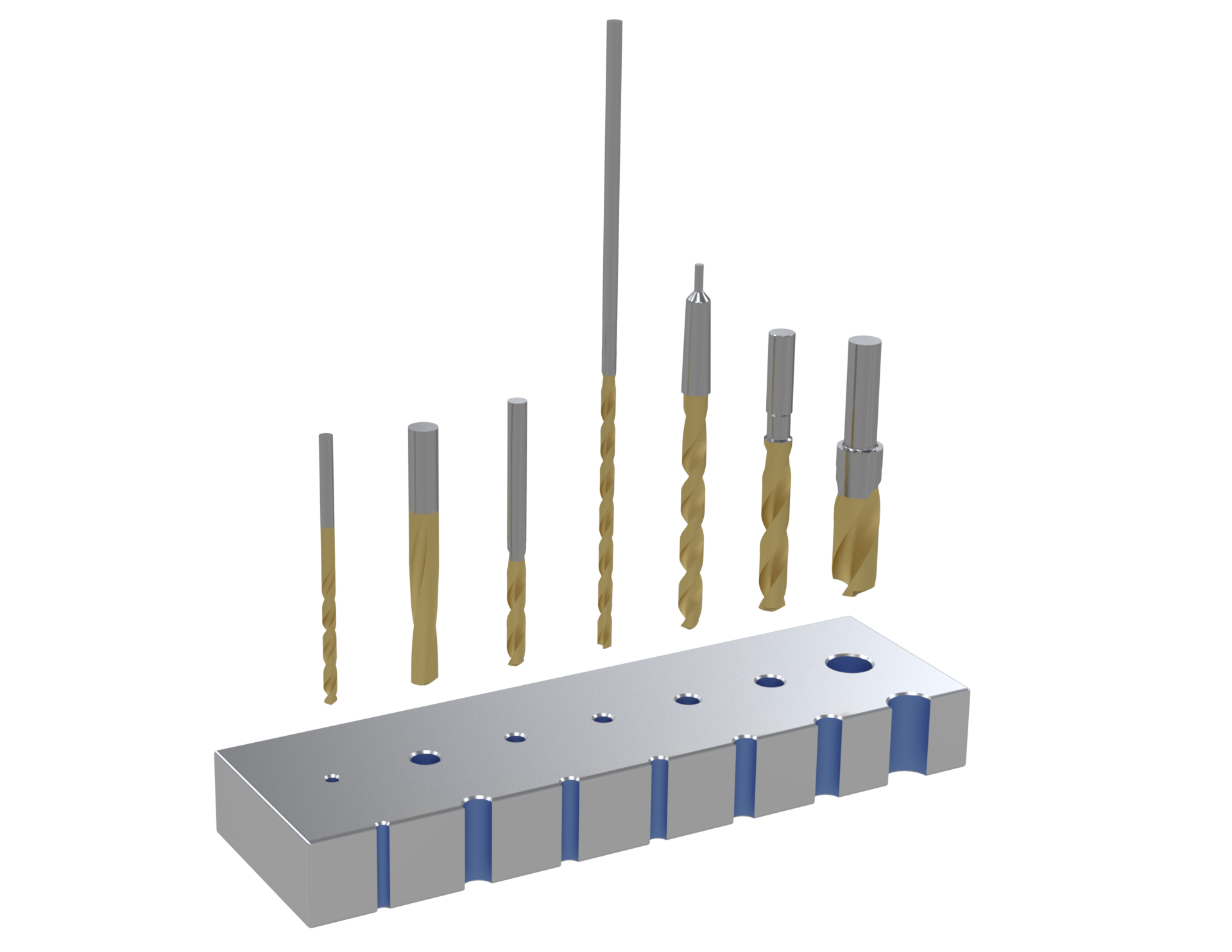
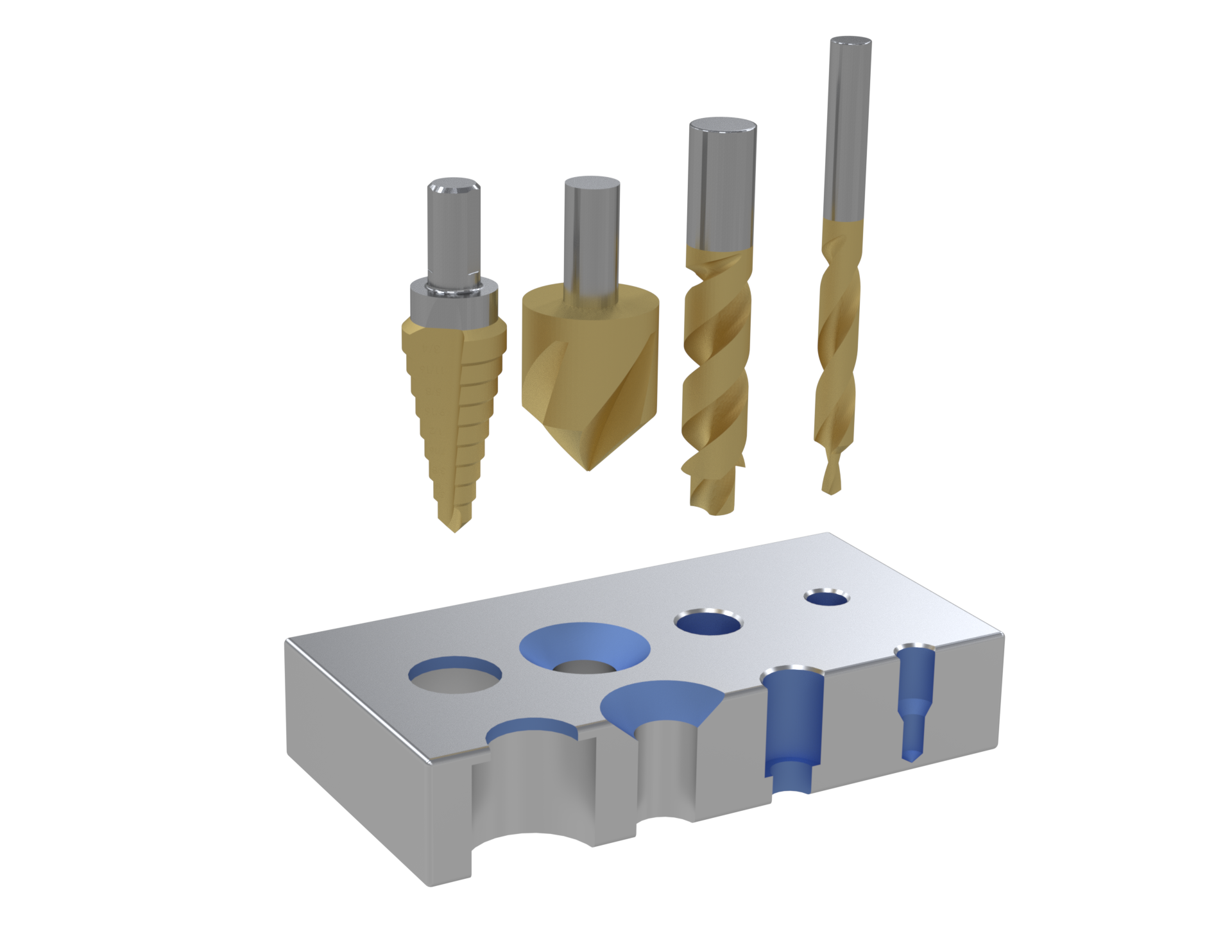
Baucor tilbyr forskjellige CNC-boreverktøy, hver designet for en spesifikk applikasjon.
Nedenfor er øvelsene gruppert etter type:
A. Generelle øvelser
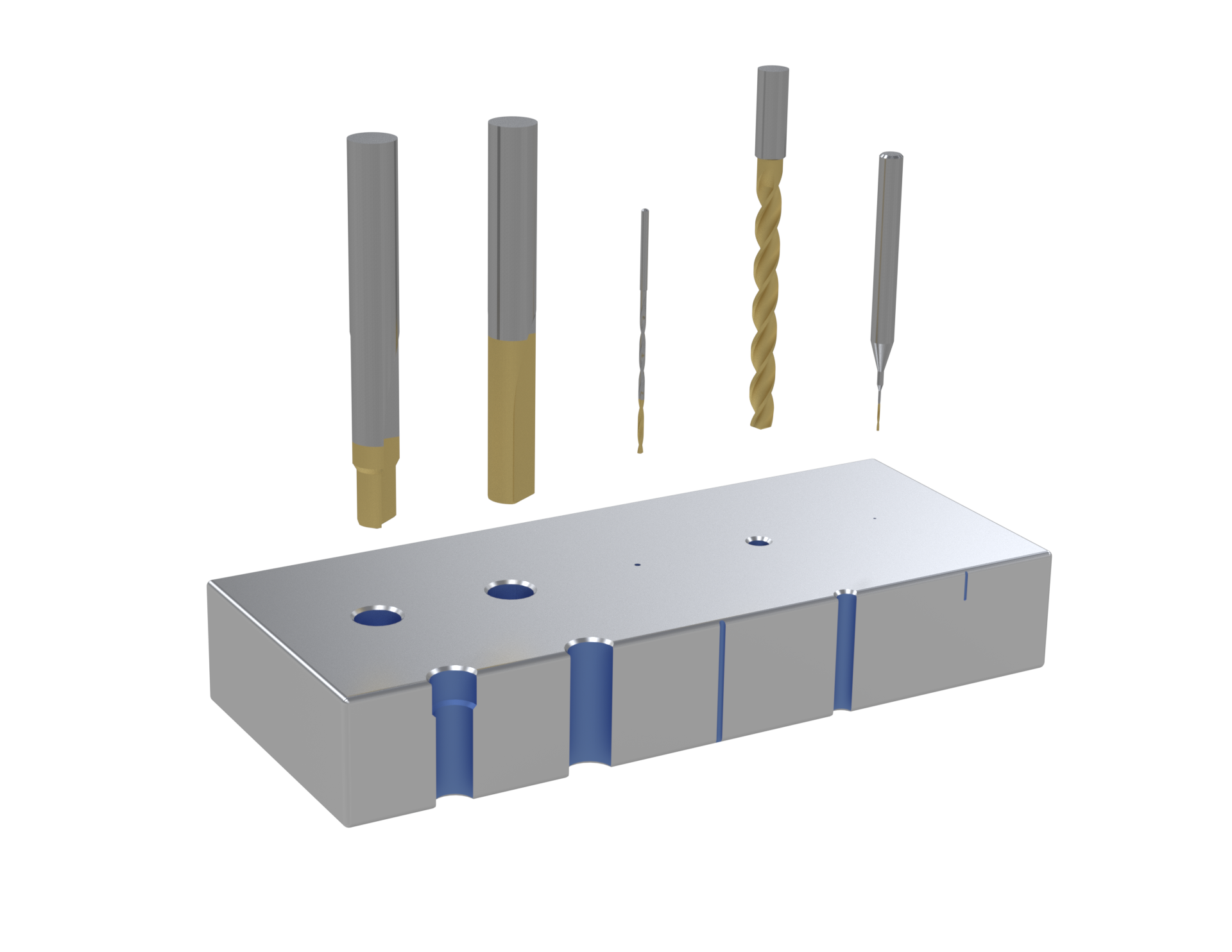
B. Spesialøvelser (fløytevariasjon og mikro)
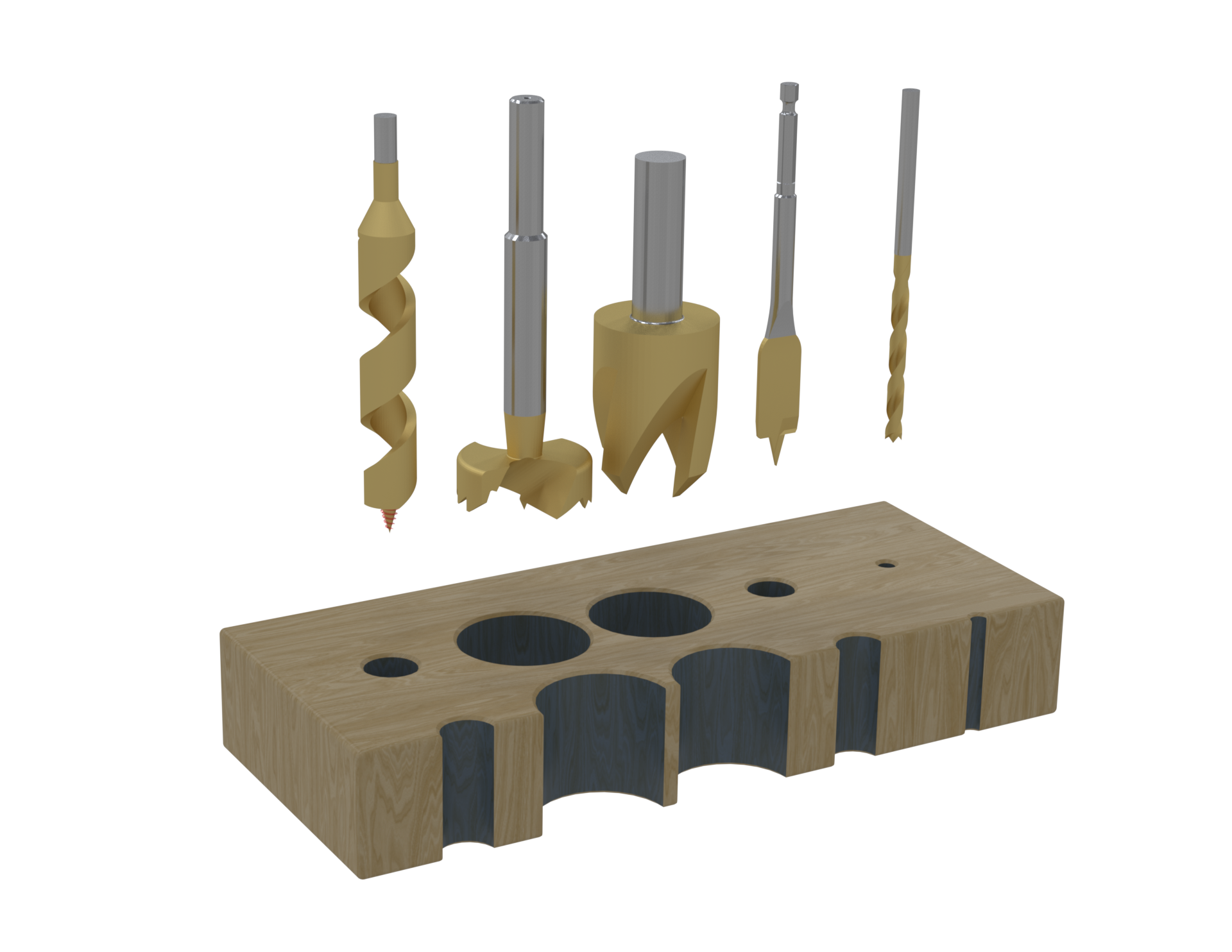
C. Trebor
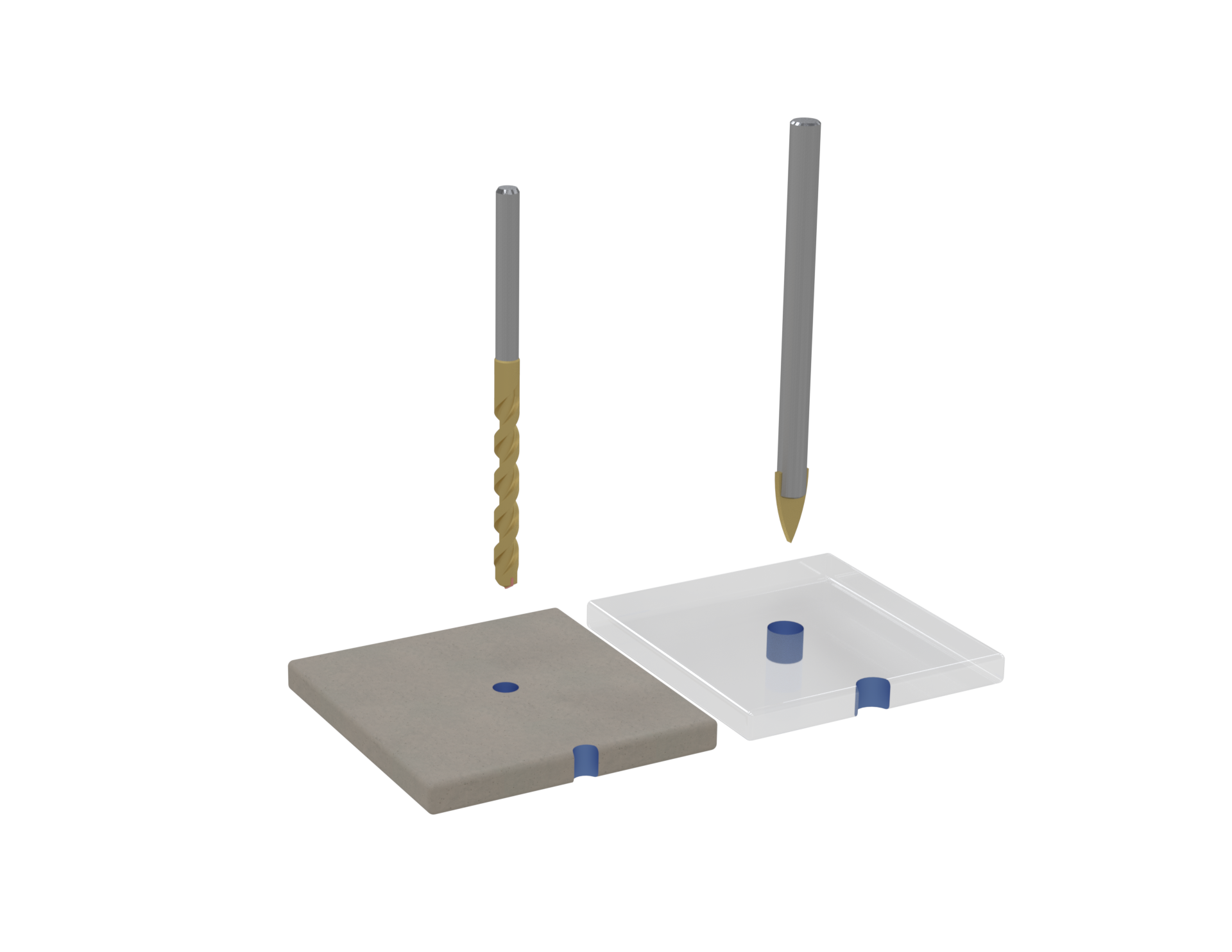
D. Mur- og flisbor
E. Dyphullsøvelser

F. Hullforberedende øvelser
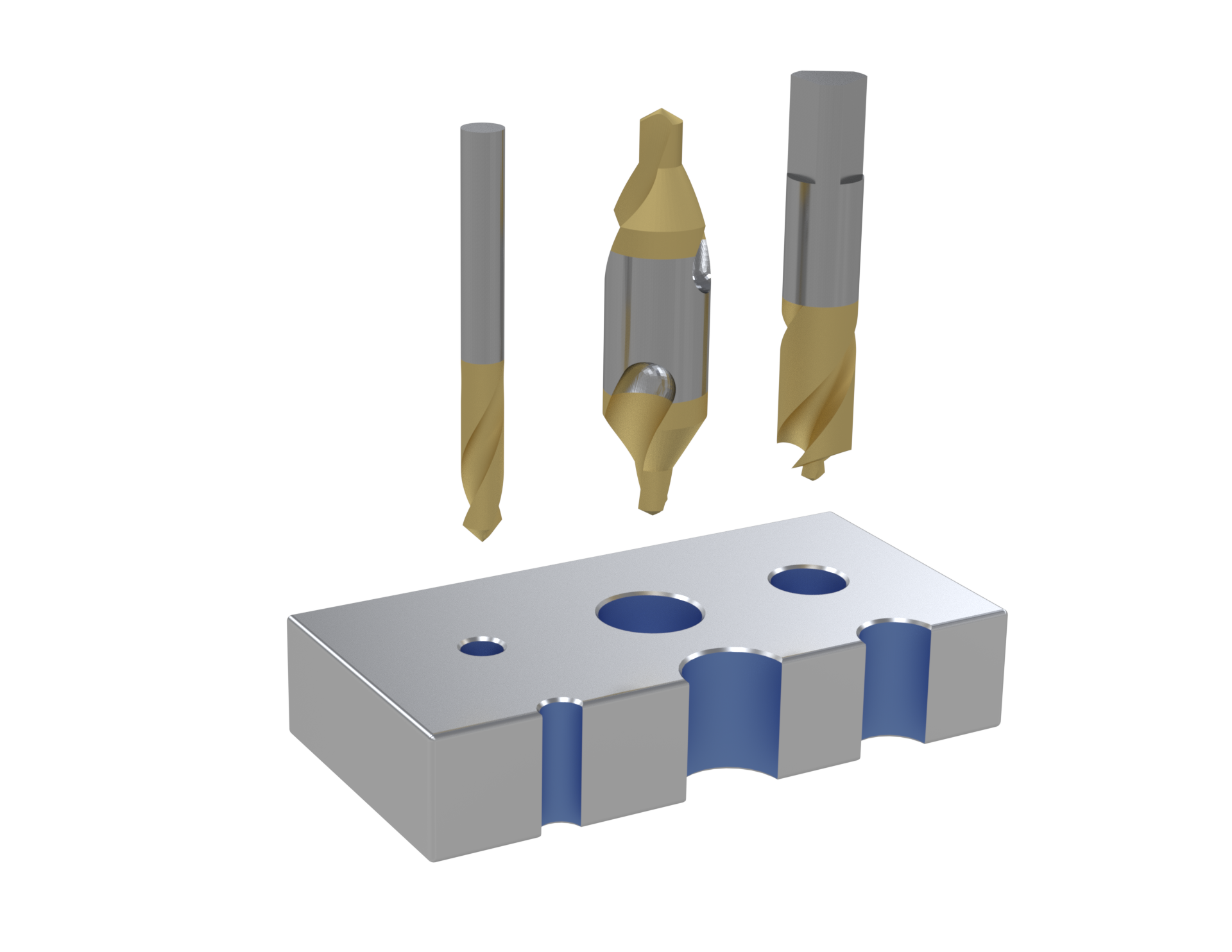
G. Etterboring av hull


Ensartet sylindrisk form
Klemmet inn i en spennhylse eller borchuck
Generelle verktøy som bor og endefreser

Sylindrisk form med en flat bearbeidet seksjon inn i skaftet
Holdes av settskruer i en sidelåsverktøyholder
Pindfreser som krever høyt dreiemoment og sikkert grep
Ligger på Weldon-skaftet, men med to flate seksjoner
Forbedret grep i sidelåsholdere
Freseoperasjoner med høy presisjon eller høyt dreiemoment


Et sylindrisk skaft med gjenger i enden
Skrudd inn i verktøyholdere eller forlengere
Tappe og brette applikasjoner


En konisk eller avsmalnende profil (f.eks. Morse-avsmalning).
Den passer inn i matchende koniske ermer eller spindler
Briller og rømmer i maskiner med koniske stikkontakter


Skaftdiameteren er mindre enn kuttediameteren
Holdes i standard spennhylser eller chucker
For bruksområder der verktøyets diameter overstiger chuckkapasiteten
Før produksjon er det viktig å bekrefte designet. Teknikker som finite element-analyse (FEA) eller rask prototyping (f.eks. 3D-utskrift) bidrar til å sikre at borets geometri og materialvalg er finjustert for ytelse. Iterativ testing og justeringer basert på tilbakemelding forbedrer holdbarhet, funksjonalitet og effektivitet.
Designing av øvelser innebærer presis oppmerksomhet på geometri, materiale og belegg skreddersydd for spesifikke bruksområder. Ved å følge denne designguiden kan du oppnå en drilldesign som maksimerer ytelsen, forlenger verktøyets levetid og oppfyller industristandarder. Kontakt Baucor i dag for å utvikle det perfekte CNC-boret for dine maskineringsbehov.